Telp : +86-18059296519
Whatsapp : +8618059296519
Surel : [email protected]




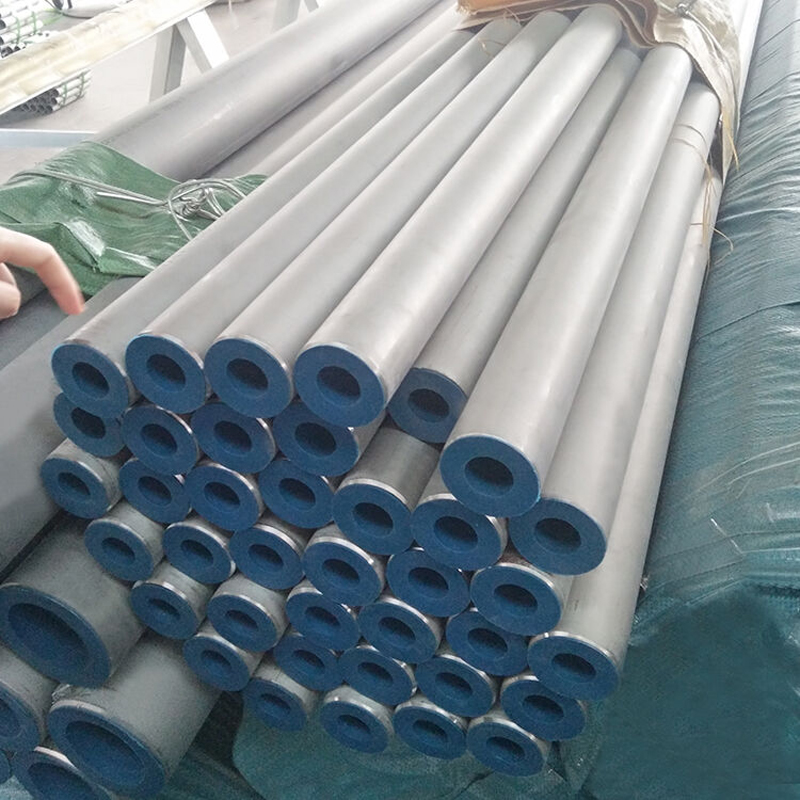



Pipa baja mulus (SMLS) adalah suatu bagian berbentuk tabung atau silinder berongga, biasanya tetapi tidak harus berbentuk penampang melingkar yang dibentuk dengan menggambar billet padat di atas batang penusuk untuk membuat cangkang berongga tanpa jahitan atau sambungan las, digunakan terutama untuk mengalirkan zat yang dapat mengalir — cairan dan gas (cairan), bubur, bubuk dan massa padatan kecil. Pipa baja mulus dapat dipotong, diulir atau beralur. Dan metode pelapisannya meliputi pernis hitam, pernis merah, pengecatan pernis, galvanisasi hot dip, dll.
Standar :
ASTM AISI DIN JIS GB ENBahan :
201,304,304L,310s,316,316L,316TI,317L,904L,S32205,etcKetebalan :
0.4-120mmPipa Baja Mulus (Pipa SMLS)
Ukuran:
Diameter maksimum: 36" (914,4mm) diameter minimum: 1/2" (21,3mm)
Ketebalan maksimum: 60mm ketebalan minimum: 2,11mm
SCH: SCH10,SCH20,STD,SCH40,SCH60,XS,SCH80,SCH100,SCH120,SCH160,XXS
Kegunaan:
| Pipa air dingin | Pipa uap/kondensat | Pipa penukar panas | Pipa laut/lepas pantai | Pipa pengerukan | Pipa industri |
| Pipa minyak dan gas | Pipa pemadam kebakaran | Pipa konstruksi/struktur | Pipa irigasi | Pipa pembuangan/saluran pembuangan | tabung ketel |
Lapisan
| Lapisan 3PE | Pelapisan 3PP | Lapisan FBE | Lapisan Epoksi |
Lukisan Khusus |

Standar pipa baja karbon mulus
| ASTM A53 Gr.B | Pipa baja berlapis seng hitam dan panas dilas dan mulus |
| ASTM A106 Gr.B | Baja karbon mulus untuk layanan suhu tinggi |
| ASTM SA179 | Penukar panas dan tabung kondensor baja rendah karbon yang ditarik dingin dan mulus |
| ASTM SA192 | Tabung ketel baja karbon mulus untuk tekanan tinggi |
| ASTM SA210 | Boiler karbon sedang dan tabung superheater yang mulus |
| ASTM A213 | Boiler baja paduan mulus, superheater, dan tabung penukar panas |
| ASTM A333 GR.6 | pipa baja karbon dan paduan yang mulus dan dilas yang dimaksudkan untuk digunakan pada suhu rendah. |
| ASTM A335 P9,P11,T22,T91 | Pipa baja paduan feritik mulus untuk layanan suhu tinggi |
| ASTM A336 | Tempa baja paduan untuk bagian bertekanan dan bersuhu tinggi |
| ASTM SA519 4140/4130 | Karbon mulus untuk pipa mekanis |
| Spesifikasi API 5CT J55/K55/N80/L80/P110/K55 | Pipa baja mulus untuk casing |
| Spesifikasi API 5L PSL1/PSL2 Gr.b, X42/46/52/56/65/70 | Pipa baja mulus untuk pipa saluran |
| DIN 17175 | Tabung baja mulus untuk suhu tinggi |
| DN2391 | Pipa previsi mulus yang ditarik dingin |
| MAKAN 1629 | Tabung baja murni melingkar yang mulus tunduk pada persyaratan khusus |
Komponen kimia & sifat mekanik
| Standar | Nilai | Komponen Kimia (%) | Peralatan mekanis | ||||||
| ASTM A53 | C | Si | Mn | P | S | Kekuatan Tarik (Mpa) | Kekuatan Hasil (Mpa) | ||
| A | ≤0,25 | - | ≤0,95 | ≤0,05 | ≤0,06 | ≥330 | ≥205 | ||
| B | ≤0,30 | - | ≤1.2 | ≤0,05 | ≤0,06 | ≥415 | ≥240 | ||
| ASTM A106 | A | ≤0,30 | ≥0,10 | 0,29-1,06 | ≤0,035 | ≤0,035 | ≥415 | ≥240 | |
| B | ≤0,35 | ≥0,10 | 0,29-1,06 | ≤0,035 | ≤0,035 | ≥485 | ≥275 | ||
| ASTM SA179 | A179 | 0,06-0,18 | - | 0,27-0,63 | ≤0,035 | ≤0,035 | ≥325 | ≥180 | |
| ASTM SA192 | A192 | 0,06-0,18 | ≤0,25 | 0,27-0,63 | ≤0,035 | ≤0,035 | ≥325 | ≥180 | |
| API 5L PSL1 | A | 0,22 | - | 0,90 | 0,030 | 0,030 | ≥331 | ≥207 | |
| B | 0,28 | - | 1.20 | 0,030 | 0,030 | ≥414 | ≥241 | ||
| X42 | 0,28 | - | 1.30 | 0,030 | 0,030 | ≥414 | ≥290 | ||
| X46 | 0,28 | - | 1.40 | 0,030 | 0,030 | ≥434 | ≥317 | ||
| X52 | 0,28 | - | 1.40 | 0,030 | 0,030 | ≥455 | ≥359 | ||
| X56 | 0,28 | - | 1.40 | 0,030 | 0,030 | ≥490 | ≥386 | ||
| X60 | 0,28 | - | 1.40 | 0,030 | 0,030 | ≥517 | ≥448 | ||
| X65 | 0,28 | - | 1.40 | 0,030 | 0,030 | ≥531 | ≥448 | ||
| X70 | 0,28 | - | 1.40 | 0,030 | 0,030 | ≥565 | ≥483 | ||
| API 5L PSL2 | B | 0,24 | - | 1.20 | 0,025 | 0,015 | ≥414 | ≥241 | |
| X42 | 0,24 | - | 1.30 | 0,025 | 0,015 | ≥414 | ≥290 | ||
| X46 | 0,24 | - | 1.40 | 0,025 | 0,015 | ≥434 | ≥317 | ||
| X52 | 0,24 | - | 1.40 | 0,025 | 0,015 | ≥455 | ≥359 | ||
| X56 | 0,24 | - | 1.40 | 0,025 | 0,015 | ≥490 | ≥386 | ||
| X60 | 0,24 | - | 1.40 | 0,025 | 0,015 | ≥517 | ≥414 | ||
| X65 | 0,24 | - | 1.40 | 0,025 | 0,015 | ≥531 | ≥448 | ||
| X70 | 0,24 | - | 1.40 | 0,025 | 0,015 | ≥565 | ≥483 | ||
| X80 | 0,24 | - | 1.40 | 0,025 | 0,015 | ≥621 | ≥552 | ||
Klasifikasi pipa baja karbon mulus
| Jenis | Aplikasi |
| Tujuan Struktur | Struktur umum dan mekanik |
| Layanan Cair | Pengangkutan minyak bumi, gas dan cairan lainnya |
| Tabung Boiler Tekanan Rendah dan Menengah | Pembuatan steam dan boiler |
| Servis Pilar Hidrolik | Dukungan hidrolik |
| Casing Semi-poros Otomatis | Casing semi-poros otomatis |
| Pipa Salu | 75e1 |
| ran | Pengangkutan minyak dan gas |
| Tabung dan Casing | Pengangkutan minyak dan gas |
| Pipa Bor | Pengeboran sumur |
| Pipa Pengeboran Geologi | Pengeboran geologi |
Tabung tungku, tabung penukar panas
| Tabung tungku, penukar panas | Toleransi pipa baja karbon mulus | Jenis pipa |
| Ukuran pipa (mm) | OD<50 | Toleransi |
| Digulung panas | ±0,50mm | |
| WT<4 | OD≥50 | |
| ±1% | ±12,5% | |
| WT 4~20 | +15%, -12,5% | |
| WT>20 | ±12,5% | Digambar dingin |
| OD 6~10 | ±0,20mm | |
| OD 10~30 | ±0,40mm | |
| OD 30~50 | ±0,45 | |
| OD>50 | ±1% | |
| WT≤1 | ±0,15mm | |
| WT 1~3 | +15%, -10% |

WT >3
+12,5%, -10%
Produksi pipa mulus
Prosesnya dimulai dengan bulatan baja padat, atau billet, dipotong sesuai panjang tertentu dan dikirim melalui tungku pemanas ulang walk-beam, yang suhunya mencapai hampir 2.300°F. Setelah keluar dari tungku pemanas ulang, putaran yang telah dipanaskan sebelumnya diubah menjadi cangkang tabung di pabrik penusuk putar saat billet digulung silang di antara dua gulungan berbentuk tong dengan kecepatan tinggi. Cangkang mulus memasuki pabrik mandrel, di mana cangkang tersebut digulung di atas mandrel yang ditahan untuk menghasilkan ukuran OD dan ketebalan dinding yang diperlukan untuk proses selanjutnya. Prosesnya dipantau secara cermat menggunakan sistem pengukuran dinding panas yang canggih. Cangkang tersebut kemudian dipanaskan kembali untuk pembentukan akhir di pabrik pengurang regangan dengan 24 dudukan, di mana diameter luar dibentuk sesuai spesifikasi pelanggan. Ketebalan dinding diverifikasi kembali menggunakan sistem pengukuran dinding panas. Setelah diputar dan dimajukan pada alas pendingin walk-beam, pipa-pipa tersebut dipotong secara batch dan dipindahkan ke area penyimpanan dalam proses, di mana pipa-pipa tersebut ditangani oleh gantry crane yang dikendalikan komputer.
Inspeksi Ultrasonik untuk Pipa Seamless Berdiameter Kecil
Pemeriksaan ultrasonik sesuai dengan metode pulse-echo menggunakan metode water gap. Deteksi aliran dilakukan dengan teknik angle beam untuk mengetahui aliran memanjang dan melintang pada permukaan dalam dan luar pipa, dan pengukuran ketebalan dinding dilakukan dengan teknik normal beam.Pipa, yang dialirkan secara heliks melalui alat uji, diperiksa.
Inspeksi Elektromagnetik untuk Pipa Seamless Diameter Besar
Plug mill dilengkapi dengan Amalog-Sonoscope, unit inspeksi elektromagnetik setelah perlakuan panas. Sistem inspeksi pipa Amalog-Sonoscope mendeteksi cacat dengan menggunakan kebocoran fluks melalui induksi elektromagnetik pada koil pencarian. Sirkuit magnetik amalog mendeteksi cacat memanjang baik di permukaan dalam maupun luar. Sirkuit magnetik sonoskop mendeteksi cacat melingkar.
Inspeksi Partikel Magnetik
Pipa baja mulus (SMLS) adalah suatu bagian berbentuk tabung atau silinder berongga, biasanya tetapi tidak harus berbentuk penampang melingkar yang dibentuk dengan menggambar billet padat di atas batang penusuk untuk membuat cangkang berongga tanpa jahitan atau sambungan las, digunakan terutama untuk mengalirkan zat yang dapat mengalir — cairan dan gas (cairan), bubur, bubuk dan massa padatan kecil. Pipa baja mulus dapat dipotong, diulir atau beralur. Dan metode pelapisannya meliputi pernis hitam, pernis merah, pengecatan pernis, galvanisasi hot dip, dll.

Tabung boiler adalah tabung mulus dan terbuat dari baja karbon atau baja paduan. Mereka banyak digunakan dalam ketel uap, untuk pembangkit listrik, di pabrik bahan bakar fosil, pabrik pengolahan industri, pembangkit listrik, dll. Tabung ketel dapat berupa pipa ketel bertekanan sedang atau pipa ketel bertekanan tinggi.

Pipa baja karbon adalah bahan tahan lama yang terbuat dari baja karbon, paduan baja dengan besi dan karbon. Karena kekuatan dan kemampuannya menahan tekanan, pipa baja karbon digunakan di berbagai industri berat seperti infrastruktur, kapal, penyulingan, dan peralatan pupuk kimia.

Pipa API 5L adalah pipa baja karbon yang digunakan untuk transmisi minyak dan gas, termasuk pipa yang diproduksi secara seamless dan dilas (ERW, SAW). Materi mencakup API 5L Grade B, X42, X46, X52, X56, X60, X65, X70, X80 PSL1 & PSL2 layanan darat, lepas pantai, dan asam.

Pipa API 5L X80 merupakan standarisasi untuk sistem transportasi pipa dalam industri minyak batuan, gas, air, dan bahan bakar fosil. Baja API 5L-X80 digunakan di daerah kutub, di mana pun diperlukan ketangguhan tinggi pada suhu rendah. Pengenalan produk Pipa API 5L X80 adalah standarisasi untuk sistem transportasi pipa dalam industri minyak batuan, gas, air, dan bahan bakar fosil. Baja API 5L-X80 digunakan di daerah kutub, di mana diperlukan ketangguhan tinggi pada suhu rendah.



No.1633, Binhai Road, Wenzhou Economic Development Zone, Wenzhou, China
 Jaringan IPv6 didukung
Jaringan IPv6 didukung